Need any help or advice?![]() +44 (0)1782 454499
+44 (0)1782 454499
PRODUCTS USED IN THIS PROJECT
Although not necessarily an exhaustive list, the following tools and materials, supplied by Easy Composites, were used in this project.
The quantity shown below is the approximate amount used in the project rounded up to the nearest available kit size or quantity.
STARTER KIT(S)



TOOLS & EQUIPMENT


RESIN & PIGMENTS


REINFORCEMENTS

VIDEO TUTORIAL
How to Make Carbon Fibre Sheet - 3 Alternative Methods - Video Tutorial
The aim of the tutorial is to show the ease with which high quality carbon fibre sheet can be made for both cosmetic and structural applications and to help guide your choice on manufacturing technique and material selection in order to produce a commercial quality sheet that matches your exact requirements.
Even if you don't plan to or need to make your own carbon fibre sheet, this guide should give you a better understanding of how carbon fibre sheets can be made and how factors such as fibre orientation and production method can significantly influence their behaviour and performance.
The three different manufacturing methods we'll be looking at to make our sheets are a simple hand lay-up process using dry carbon fibre fabric hand laminated using epoxy resin, resin infusion where we'll be using a vacuum process to infuse epoxy resin through dry carbon reinforcement and finally oven cured prepreg where we’ll use uncured prepreg carbon fibre, vacuum bagged and cured under vacuum in an oven.
Below you will find a brief description of the materials and process used in each of the practical segments of the video when making carbon fibre sheet. All examples are laid up onto conventional glass sheets which have been prepared with Easy-Lease Chemical Release Agent.
TUTORIAL BREAKDOWN
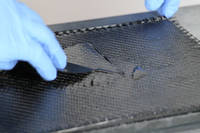
1. Hand lay-up
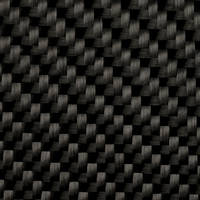
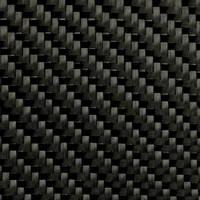
Two different hand-layup carbon fibre sheets are produced, one using 6 layers of 100g unidirectional carbon fibre and one using alternating layers of 210g 2/2 twill carbon fibre and 300g +/- 45° biaxial carbon fibre.
EL2 epoxy resin is wetted into the reinforcement using a laminating brush and then a layer of peel-ply is applied to the back of the sheet to allow excess resin to be squeezed from the laminate and also leave a bond-able textured finish.
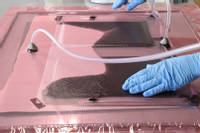
2. Resin infusion
Two different laminates are used in the resin infusion demonstration, one using the same alternating layers of 200g 2/2 twill carbon fibre and 300g +/- 45° biaxial carbon fibre that are used in the hand-layup demonstration and the other using 6 layers of 650g carbon fibre. The sheets are infused using IN2 epoxy infusion resin.
The reinforcement is covered with a layer of peel-ply which is cut over-size to create a resin break before a layer of infusion mesh is positioned directly over the reinforcement. Resin infusion spiral and resin infusion connectors are put in place before vacuum bagging tape and VB160 vacuum bagging film are used to complete the vacuum bagging stack. Vacuum is supplied by our EC.4 compact composites vacuum pump with a resin infusion catch-pot in place to eliminate the risk of resin being drawn into the vacuum pump.
3. Oven-cured prepreg layup
A single laminate sample is prepared using a layer of our old Easy-Preg out-of-autoclave surfacing prepreg top and bottom with three layers of our old 430g Vari-Preg prepreg (two of them cut on the 45° bias) making up the thickness.
These pre-pregs have been superceeded by our XPREG range of carbon fibre pre-pregs.
The layers of prepreg are consolidated using a plastic finned laminating roller before being covered in a layer of R210 unperforated FEP release film. A layer of breather cloth is positioned over the laminate and into some clear space to the side of the sheet onto which a through-bag connector is positioned (our connector is fitted with quick release vacuum couplings). The sheet is envelope bagged using VB160 vacuum bagging film and sealed with vacuum bag sealant tape.
The vacuum bagged prepreg sample is then loaded into our soon-to-be-release OV301 curing oven to cure under full vacuum for several hours.
DISCUSSION (27)
Please share any questions or comments you may have about this video tutorial.
LEAVE A COMMENT OR QUESTION
PRODUCTS USED IN THIS PROJECT
Although not necessarily an exhaustive list, the following tools and materials, supplied by Easy Composites, were used in this project.
The quantity shown below is the approximate amount used in the project rounded up to the nearest available kit size or quantity.
STARTER KIT(S)
TOOLS & EQUIPMENT
RESIN & PIGMENTS
REINFORCEMENTS
DISCUSSION (27)
Please share any questions or comments you may have about this video tutorial.
LEAVE A COMMENT OR QUESTION
100% SECURE
PAYMENT METHODS


Easy Composites Ltd, registered in England 7486797. All content copyright (C) Easy Composites Ltd, 2025. All rights reserved.